Making the XT Tamper
Posted November 27 2012In the previous blog posts we remarked that the XT tamper evolved and became the way it did because of a decision that was made early on - it was to be unlike any other in terms of manufacturing and finishing. Ignoring a few garden shed machinists, all tampers around the world are made on a CNC lathe, that is a solid piece of steel barstock is machined on a computer controlled lathe - even the ones you believe are "handmade" are done this way. There is nothing wrong with this at all, the other Cafelat tampers are made this way. But the problem with this is that you end up with large heavy discs that more or less look the same. Some have a brushed finish, some have a mirror finish. That is it.
In the last blog post Paul believed that tampers became big and heavy not because they make for better tampers, but because they are all made by CNC machining. CNC machining has a relatively low set-up fee and can produce a few pieces to 1000's of pieces.
For the XT Tamper Paul and Chic Kelty decided to start from scratch, a new style of tamper was to be made that looked beyond CNC machining. The answer was investment casting.
Although we can't reveal too much about the process, Paul and Chic went on a painful 1 year odyssey with various casting factories around the world and ended up with an absolutely awesome product.
Cafelat's own wax moulds for the various pieces are sent to the casting factory where the raw cast parts are produced. The parts are then sent back to Cafelat in Hong Kong where Paul works his magic, transforming dull raw castings into the finished pieces you see today.
The XT Tampers are certainly not mass produced, they are hand made the old school way using only manual lathes, linishing machines and polishing lathes. Currently he can only make 20 tampers per day, spending around 30minutes with each piece. Since the final finishing is all done by hand, the tamper at the end is not only handmade but truly unique since no 2 will ever be the same.
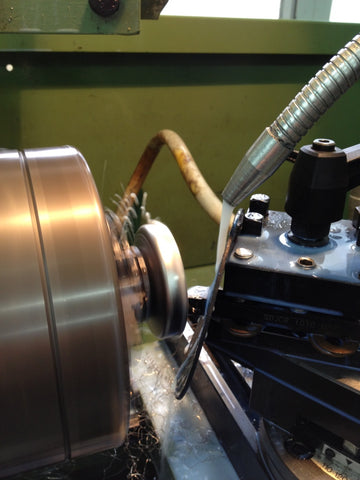
Here are a few steps along the finishing process...

The base plate is being machined perfectly flat
After machining the plate

Mirror polishing of the handles

Carefully polishing the base

Final finishing of the bases

Perfection!
